

Проєктування та виготовлення сміттєспалювальних установок
- Фото 1: CFD-моделювання quencгод.-системи
- Фото 2: Аналіз напружень рами
- Фото 3: Приклад системи очищення димових газів
- Фото 4: Подвійний дозатор
- Фото 5: Подвійний дозатор
- Фото 6: Приклад очищення димових газів сухим і мокрим методом
- Фото 7: Одинарний дозатор
Проєктування, технічне опрацювання та виробництво сміттєспалювальних установок
Процес виробництва сміттєспалювальної установки складається з кількох етапів:
- Попереднє проєктування та продаж;
- Детальне проєктування та технічне опрацювання;
- Виробництво та закупівля обладнання;
- Монтаж на місці;
- Випробування та введення в експлуатацію;
- Гарантійний період, експлуатаційна підтримка, післяпродажний сервіс та незначні коригування з метою вдосконалення проєкту.
Кожен етап має велике значення для досягнення оптимального кінцевого результату.
1.Вступне проєктування та продаж
Маючи основні параметри, такі як обсяг потоку відходів, тип відходів, хімічний склад, вміст хлору тощо, можна визначити тип камери спалювання та вид системи очищення димових газів. Далі можливо оцінити інвестиційні витрати та витрати на експлуатацію сміттєспалювальної установки.
Окремим питанням залишається утилізація енергії. Важливо ретельно проаналізувати всі можливі рішення щодо утилізації енергії в контексті всієї території та інвестиційного проєкту.
Результати, отримані на цьому етапі:
- Схема блокова сміттєспалювальної установки;
- a Приклад бізнес-плану сміттєспалювальної установки
- Графік постачання всіх частин сміттєспалювальної установки;
- Перше технічне креслення сміттєспалювальної установки;
- Приклад плану облаштування території
На цьому етапі можливе виконання першого креслення будівлі сміттєспалювальної установки. На основі цього документа можна отримати дозвіл на подальші роботи.
2. Детальне проєктування та технічне опрацювання
Після визначення продуктивності сміттєспалювальної установки та типу системи утилізації енергії розпочинається етап детального проєктування. Ми виконуємо точні розрахунки розмірів обладнання, печі, системи завантаження, котла тощо, а також розробляємо конструкційно-механічні креслення, необхідні для виробництва.
Ми створюємо перелік контрольно-вимірювального обладнання, електричні креслення панелі керування та монтажні креслення. Після цього етапу готується програмне забезпечення PLC для керування сміттєспалювальною установкою. Базова структура програмного забезпечення створюється на цьому етапі, тоді як система SCADA буде розроблена та перевірена під час фази пуску та налагодження.
3.Виробництво та закупівля обладнання
Механічні креслення передаються до виробничого цеху для виготовлення обладнання. Виробничий етап розпочинається з виготовлення обертової печі та камер допалювання, оскільки ці елементи згодом повинні бути внутрішньо ізольовані.
Послідовність передавання креслень до виробничого цеху також залежить від узгоджень із підрядниками будівельних робіт. Якщо на місці встановлення установки є доступ лише з одного боку, наприклад з боку димової труби, спочатку необхідно доставити димову трубу, скрубер та рукавний фільтр. Монтаж обладнання розпочинається з доступного боку.
Електричні шафи також спочатку виготовляються у виробничому цеху та тестуються перед доставленням на місце встановлення установки.
4. Монтаж на території інвестиційного об’єкта
Доставка обладнання та розвантаження вантажівок виконуються одночасно з монтажем окремих частин установки. Постачання обладнання (а також платежі) здійснюються відповідно до графіка та прогресу будівництва будівлі. Кілька прикладів:
- Відсутність даху полегшує монтаж важких елементів за допомогою крана.
- Дах є необхідним на момент доставлення електричних панелей.
- Дах виконується в тих частинах будівлі, де монтаж обладнання вже завершено, з міркувань безпеки.
Слід звернути увагу на те, що зазвичай на цьому етапі (оскільки вже наочно видно, якою буде сміттєспалювальна установка) з’являються нові ідеї. Будь-які зміни потребують часу (а іноді й додаткових коштів), однак завжди необхідно бути готовим до такої можливості.
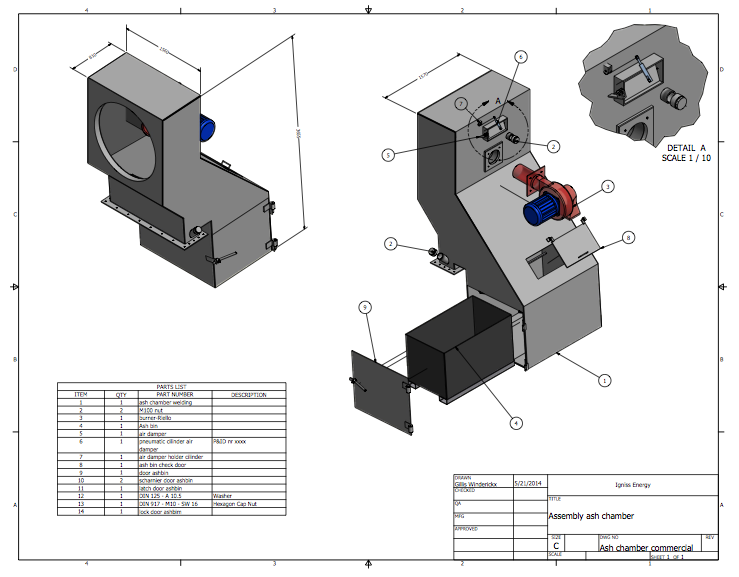
Фото: приклад складального креслення зольної камери обертової печі-інсинератора
5.Випробування та пуск
Після завершення етапу монтажу, перед першим розпалюванням, перевіряється, чи всі сигнали надходять до PLC і чи система візуалізації працює належним чином. Часто цей етап називають холодним пуском.
Якщо всі датчики працюють правильно, можна розпочати запуск пальників та процес твердіння футерівки. Твердіння футерівки відбувається повільно, щоб вода, що знаходиться всередині, могла вільно випаровуватися (це стосується лише щойно встановленої футерівки). Коли вся вода буде видалена, швидкість нагрівання установки можна поступово збільшити. Якщо цей процес буде проведено неправильно, футерівка може бути пошкоджена, оскільки під дією температури вода перетворюється на пару, яка, шукаючи вихід, руйнує футерівку.ape. If there is no way to escape, the steam will create a way out by damaging the refractory.
Коли футерівка буде нагріта до необхідного рівня, можна починати завантаження відходів та тестування наступних елементів. Ця послідовність є дуже важливою з огляду на необхідність визначення правильної реакції установки з технологічної точки зору та з боку утилізації енергії. Належне калібрування обладнання залежить від типу спалюваних відходів і від бажаних параметрів утилізації енергії. Оптимальні параметри забезпечують надійну роботу установки.
Під час цього етапу працівники проходять навчання та вчаться реагувати на різні ситуації, беручи участь у роботі та виконуючи практичні завдання.
6. Гарантійний період, експлуатаційна підтримка, післяпродажний сервіс та незначні коригування проєкту
Після пуску та після кількох місяців експлуатації багато питань стають зрозумілими. Наприклад, чи футерівка залишається міцною у всіх місцях, чи котел є зручним в експлуатації, чи не з’являються корозійні зони, пов’язані зі Під час цього етапу працівники проходять навчання та вчаться реагувати на різні ситуації, беручи участь у роботі та виконуючи практичні завдання.
Стан сміттєспалювальної установки після приблизно 8000 (або більше) годин роботи є важливим для внесення можливих удосконалень, пов’язаних зі специфічними вимогами замовника.